Водяные экономайзеры
Водяные экономайзеры является неотъемлемой частью современного парогенератора. Экономайзер благодаря применению труб небольшого диаметра является недорогой и компактной поверхностью нагрева, в которой эффективно используется теплота уходящих газов. В связи с этим у современных парогенераторов водяной экономайзер воспринимает до 18 % общего количества теплоты, переданной через поверхности нагрева парогенератора,
В водяных экономайзерах в зависимости от вида топлива и КПД парогенератора при нагреве воды на 1 К продукты сгорания охлаждаются на 2-3 К. В зависимости от температуры, до которой вода подогревается в экономайзере, их делят на некипящие и кипящие. Некипящими называют экономайзеры, в которых по условиям надежности их работы подогрев воды производится до температуры на 40 К меньшей, чем температура насыщения в барабане парогенератора. В кипящих экономайзерах происходит не только подогрев воды, но и частичное ее испарение. Массовое содержание пара в смеси на выходе из кипящего экономайзера доходит до 15%, а иногда и более. Гидравлическое сопротивление водяного экономайзера по водяному тракту для парогенераторов среднего давления не должно превышать 8 % рабочего давления в барабане.
В зависимости от металла, из которого изготовляются водяные экономайзеры, их разделяют на чугунные и стальные. Чугунные водяные экономайзеры изготовляются для работы при давлении в барабане парогенератора до 2,4 МПа, а стальные могут применяться для любых давлений.
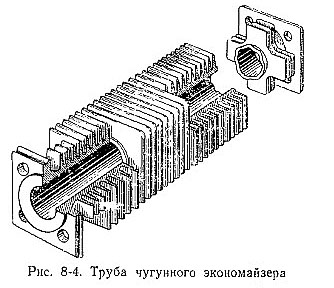
Чугунный водяной экономайзер состоит из ребристых чугунных труб. Труба выпускаемых в настоящее время экономайзеров конструкции ВТИ показана на рис. 8-4, а конструктивные данные труб различной длины приведены в 8-1.
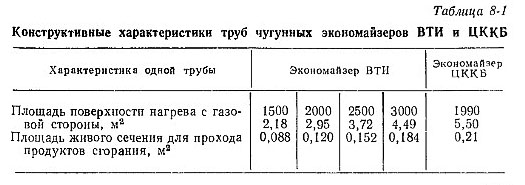
Трубы соединяются между собой посредством калачей, как показано на рис. 8-5. Питательная вода последовательно проходит по всем трубам снизу вверх, что обеспечивает удаление воздуха из экономайзера. Продукты сгорания проходят через зазоры между ребрами труб.
На рис. 8-5 показан общий вид экономайзера, собранного из описанных чугунных труб. Число труб в ряду выбирается из условия получения скорости продуктов сгорания в экономайзере в пределах 6-9 м/с при поминальной паропроизводительности парогенератора. Число горизонтальных рядов в экономайзере выбирается из условия получения необходимой поверхности нагрева.
В чугунных, водяных экономайзерах недопустимо кипение воды, так как это приводит к гидравлическим ударам и разрушению экономайзера. Поэтому чугунные экономайзеры всегда работают как некипящие.
Продукты сгорания в экономайзере целесообразно направлять сверху вниз для создания противоточной схемы движения воды и газов, при которой обеспечиваются лучшие условия теплообмена и минимальная поверхность нагрева экономайзера. Компоновка поверхности нагрева чугунного водяного экономайзера может производиться в одну или две колонки. При компоновке не рекомендуется принимать к установке в одном ряду менее трех и более восьми труб. Для обеспечения удовлетворительной наружной очистки поверхности нагрева водяного экономайзера обдувочный аппарат не должен обслуживать более четырех труб в горизонтальном ряду и более восьми горизонтальных рядов. Через каждые восемь рядов следует предусматривать разрыв между трубами не менее 600 мм для установки обдувочного аппарата, осмотра и ремонта экономайзера.
Стальные экономайзеры изготовляются из труб диаметром от 28 до 38 мм, которые изгибаются в змеевики. Змеевики водяного экономайзера обычно размещают в опускном газоходе при поперечном омывании их продуктами сгорания. Расположение змеевиков чаще всего шахматное, но может быть и коридорное.
Коллекторы водяного экономайзера имеют круглую форму, л в промышленных котлах их обычно размещают за пределами газохода, укрепляя на опорах. Для разгрузки мест присоединения змеевиков к коллекторам от веса самих змеевиков, заполненных водой, их обычно подвешивают с помощью специальных подвесок к каркасу котла или опирают на каркас с помощью опорных стоек. Для сохранения шага змеевиками к опорным стойкам приваривают гребенки.
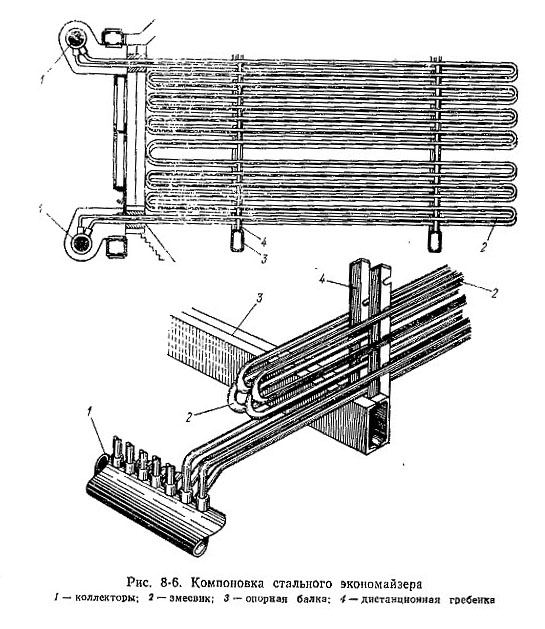
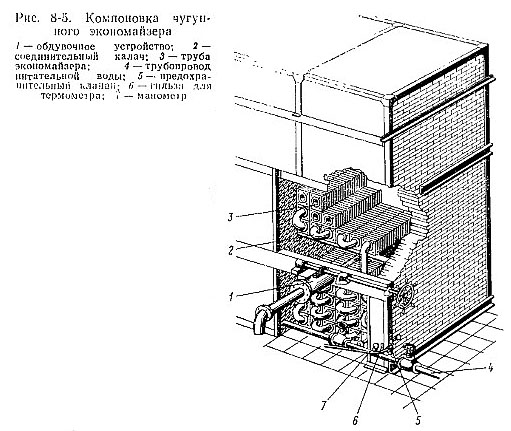
На рис. 8-6 показана компоновка стального водяного экономайзера. Питательная вода поступает в нижний коллектор, и, пройдя по параллельно включенным змеевикам, направляется в промежуточный коллектор экономайзера для выравнивания распределения воды по отдельным змеевикам. Установка промежуточных коллекторов особенно необходима, если в экономайзере происходит частичное парообразование, так как перемешивание должно производиться до начала парообразования. При этом недогрев воды на входе в кипящую часть поверхности нагрева экономайзера должен составлять не менее 40 К.
Для облегчения монтажа экономайзера отдельными блоками, удобства выполнения ремонтных работ и облегчения очистки поверхности нагрева от летучей золы поверхность разбивается на отдельные части (пакеты). Высота пакета не превышает 1,5 м при редком расположении труб и 1 м - при тесном. Между пакетами предусматриваются разрывы 600-800 мм.
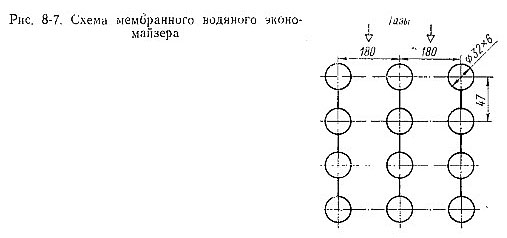
В последние годы плавниковые трубы (см. рис. 5-26) находят применение не только для мембранных экранных поверхностей нагрева газоплотных котлов, но и для мембранных водяных экономайзеров. Мембранный водяной экономайзер, изготовленный Подольским машиностроительным заводом имени С. Орджоникидзе, был испытан на котле производительностью 75 т/ч при сжигании сланцев. Испытанный мембранный экономайзер состоял из 10 мембранных пакетов, изготовленных из плавниковых труб 32x6 мм (схема экономайзера показана на рис. 8-7). Как показали испытания и опыт эксплуатации, экономайзер работает надежно без термических деформаций мембранных пакетов (прогибов, выпучиваний).
Развивая конструкцию мембранных водяных экономайзеров, Подольский завод разработал мембранно-лепестковые водяные экономайзеры. Мембранно-лепестковая конструкция состоит из цельносварных мембранных панелей, на проставки которых поперек приварены частые и тонкие лепестки. В поперечном потоке газов лепестки омываются продольно, но, имея небольшую длину (равную ширине проставки), они работают как входные
элементы с высокой эффективностью и существенно улучшают коэффициент оребрения мембранной панели. При этом пара ле-пестков, располагающихся на проставке, по высоте не превышают диаметра труб и не приводят к увеличению габаритов экономайзера (в отличие от поперечного оребрения на трубах). Это создает компактность пучка и позволяет производить ремонт выемкой отдельного змеевика из пакета. Компактность в таких мембранно-лепестковых змеевиках приблизительно в 1,5-2 раза выше, чем поперечно оребренных. Мембранно-лепестковая поверхность нагрева, разработанная Подольским заводом, не имеет подобных аналогов за рубежом.
При сжигании газообразного топлива для конденсации водяных паров из продуктов сгорания (используется теплота, выделяющаяся при конденсации водяных паров) применяют контактные экономайзеры. Нагрев воды в них осуществляется за счет непосредственного контакта нагреваемой воды с продуктами сгорания. Контактный экономайзер располагается после всех поверхностей нагрева котлоагрегата. Вода, нагреваемая в нем, должна деаэрироваться и может быть использована для технологических нужд или горячего водоснабжения.
При сжигании твердых многозольных топлив наблюдается золовый износ змеевиков стальных водяных экономайзеров, который особенно значителен в местах повышенных скоростей и концентраций уноса в продуктах сгорания. Для защиты стальных экономайзеров от золового износа при сжигании высокозольных топлив в местах, подверженных износу, устанавливают накладки или защитные манжеты.
При наиболее часто применяемой П-образной компоновке котла и сжигании твердого топлива змеевики водяного экономайзера рекомендуется располагать параллельно задней степе котла. Это облегчает ремонт змеевиков, так как износу подвергаются не все змеевики, а только прилегающие к внешней стене шахты, потому что повышенные скорости и концентрации золы будут на внешней образующей поворота. Поперечное расположение змеевиков допускается при сжигании жидких, газообразных и малозольных твердых топлив.
Для смывания пузырьков воздуха с внутренней поверхности змеевиков скорость воды в трубах некипящей ступени должна быть не менее 0,3 м/с и не более 1,5 м/с во избежание чрезмерного сопротивления экономайзера. В кипящей ступени экономайзера скорость воды должна быть не менее 1 м/с.
При питании экономайзера водой с низкой температурой (близкой к температуре точки росы) происходит коррозия наружной поверхности вследствие конденсации водяных паров из продуктов сгорания. Однако исследования коррозии низкотемпературных поверхностей нагрева показали, что концентрация S03 в продуктах сгорания и температура точки росы не определяют однозначно скорости коррозии, хотя и влияют на нее. Исследования, выполненные ВТИ, показали, что на скорость коррозии влияют также аэродинамические факторы.
Основными путями уменьшения низкотемпературной коррозии водяных экономайзеров являются: повышение температуры стенки поверхности нагрева, применение присадок (жидких, минеральных или газообразных), ведение процесса горения с минимальными коэффициентами избытка воздуха, систематическая очистка поверхности нагрева от золовых отложений, ликвидация застойных зон и равномерное омывание поверхности нагрева продуктами сгорания. Повышение температуры стенки труб экономайзера осуществляется путем подачи деаэрированной воды с температурой 103-104 °С. При установке вакуумных деаэраторов температура воды, поступающей в экономайзер, не должна быть ниже 70 °С.
При наличии растворенного в питательной воде кислорода или углекислого газа происходит интенсивная коррозия внутренней поверхности нагрева экономайзера. Особенно быстро выходят из строя вследствие коррозии стальные экономайзеры, имеющие небольшую толщину стенки труб по сравнению с чугунными. Интенсивность коррозии возрастает при пониженных нагрузках котла вследствие уменьшения скорости воды в трубах экономайзера. Коррозии подвергаются в первую очередь участки, на которых имеются местные сопротивления (повороты, прикипевший шлам, колечки сварочного грата). Для предотвращения коррозии внутренней поверхности нагрева водяных экономайзеров содержание растворенного в питательной воде кислорода не должно превышать значений, указанных в табл. 6-1.
Схемы включения некипящих и кипящих водяных экономайзеров в общий водяной тракт парогенератора различны. В соответствии с требованием правил Госгортехнадзора чугунные экономайзеры должны быть отключаемыми по водяному тракту и тракту продуктов сгорания (иметь обводный газоход для пропускания продуктов сгорания мимо экономайзера). При этом правилами Госгортехнадзора разрешено выполнять индивидуальные чугунные экономайзеры не отключаемыми по водяному тракту при условии непрерывного питания котла водой с помощью автоматического регулятора, устанавливаемого на входе воды в экономайзер.
Обводный газоход для отключения индивидуального водя-ного экономайзера по тракту продуктов сгорания необязателен при наличии сгонной линии, обеспечивающей постоянный пропуск воды через экономайзер в случае повышения температуры воды после пего. Пользоваться сгонной линией приходится при растопке котла. Схема включения чугунного экономайзера с устройством сгонной линии и размещением необходимой арматуры показана на рис. 8-8.
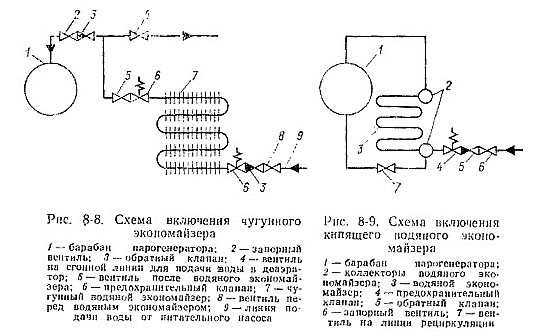
Стальные экономайзеры, в которых допускается закипание воды, как правило, выполняются не отключаемыми по водяному тракту и тракту продуктов сгорания. Во избежание превращения всей воды, находящейся в экономайзере, в пар при растопке парогенератора предусматривается рециркуляционная линия. Эта линия соединяет входной коллектор экономайзера с барабаном парогенератора и обеспечивает поступление воды в экономайзер при ее испарении в период растопки. На линии рециркуляции устанавливается вентиль, который открывается при растопке парогенератора и закрывается при включении парогенератора в паровую магистраль. Схема включения стального экономайзера с линией рециркуляции и необходимой арматурой показана на рис. 8-9.